Hallo to all, starting to machinist and now I´m testing my CL with my
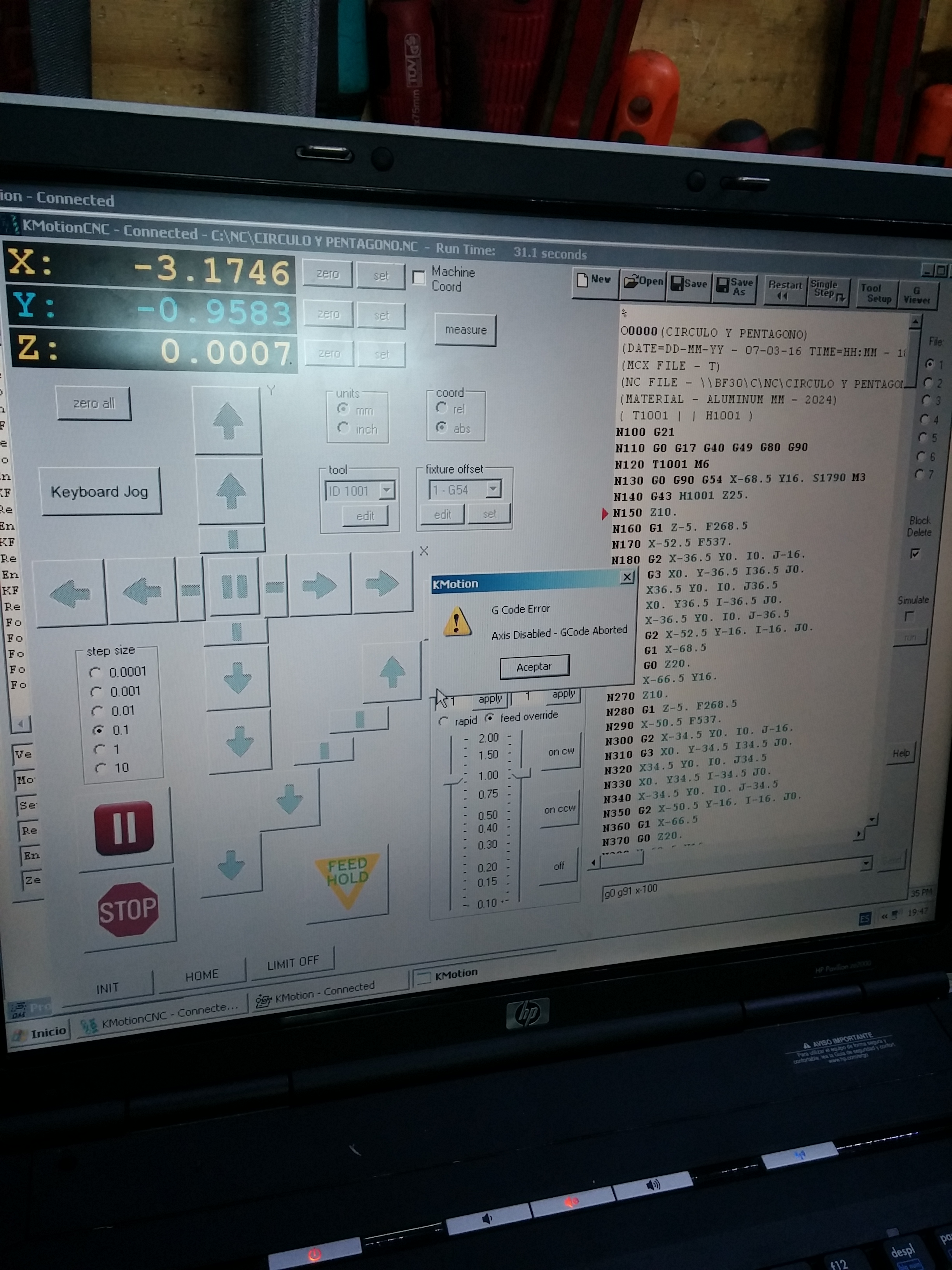
stepper motor, I test accuracy and goes fine, but when I start an NC program,
the axis stops, and give the error I put in the photos, then I have to switch
off and on the Kflop, because is not posible to INIT the kmotion CNC.
If I try to move the axis with simple Gcode (G0 x100) in CL mode, the axis
stops,
If I change in the config flash, the output from CL step to step dir,
then it runs the program.
I´m using an TTL scales.
some ideas to use my mill in CL?
{kind=link}